3D baskının büyüleyici potansiyeli göz önüne alındığında, bu alanda çalışan veya meraklı olanlar için temel terimleri bilmek oldukça önemlidir. Bu blog yazısında, 3D baskı dünyasının kapılarını aralayarak, 3D baskı terminolojisini anlamamıza yardımcı olacak temel terimleri keşfedeceğiz. Bu terimler, 3D baskının temel işleyişini ve potansiyelini daha iyi anlamanıza yardımcı olacak ve sizi bu heyecan verici teknolojinin derinliklerine götürecektir. Hazır mısınız? O zaman, 3D baskı dünyasına birlikte adım atalım.
Katmanlı Üretim: FDM/FFF, SLA, SLS ve Daha Fazlası
Listeye başlamak için katmanlı üretim , üç boyutlu bir nesnenin katman katman oluşturulması sürecidir. Başka bir deyişle, 3D baskı için daha süslü bir isim ama iki terim farklı şekilde kullanılabilir .
Eklemeli üretim bir dizi farklı teknolojiyi içerir. Üreticiler arasında en yaygın olarak tartışılanlar, kaynaşık biriktirme modelleme (FDM/FFF), stereolitografi (SLA) (LCD’nin önde gelen masaüstü reçine baskı seçeneği olduğu) ve seçici lazer sinterlemedir (SLS).

Yatak Tesviyesi
Yatak dengeleme , FDM iş akışının en az sevilen ancak en önemli yönlerinden biridir, çünkü birçok yazıcı sorunu eğimli yataktan kaynaklanmaktadır. Yatak tesviyesi, bir 3D yazıcının baskı plakasının nozüle göre aynı hizada olacak şekilde ayarlanması anlamına gelir.
Yatağı düzleştirmenin birkaç yolu vardır; örneğin manuel (düğmelerle), otomatik olarak (örneğin CR Touch veya BLTouch ile) ve ağ düzleştirmeyi de içeren makine yardımı yoluyla . Son yıllarda birçok 3D yazıcı otomatik yatak tesviye özelliğiyle geliyor.
Bowden Ekstruder ve PTFE Tüpleri
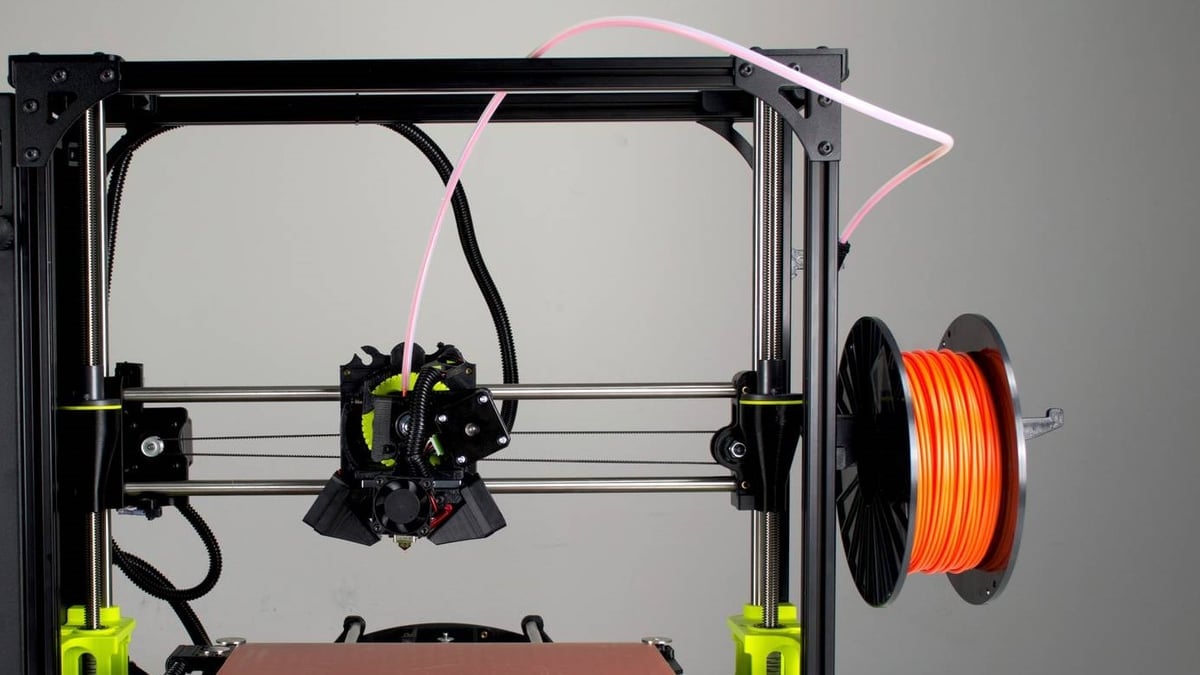
Bowden ekstrüderi, FDM yazıcılar için iki ekstrüder türünden biridir ve bu, ekstrüderin yazıcı kafasına sıcak ucun yanına monte edilmediği anlamına gelir. Boşluğu kapatmak için bu kurulum, genellikle PTFE (Teflon) malzemeden yapılmış uzun bir manşon olan Bowden tüpünü içerir.
Adı, orijinal olarak 3D baskı endüstrisinden olmayan ancak özellikle mekanik aparatlarda hareketin aktarılmasından sorumlu olan Bowden kablolarından geliyor. Sadece birkaçını saymak gerekirse, bisiklet frenlerinde, fotoğrafik deklanşör kablolarında ve hatta bateri kitlerinde kullanılırlar.
Bowden tüpleri neredeyse her zaman PTFE malzemeden yapılır. Ancak “PTFE tüpü” teriminin mutlaka Bowden tüpünü ifade etmesi gerekmez. Örneğin doğrudan ekstrüzyon kurulumlarında, sıcak ucun içindeki kısa tüp genellikle PTFE’den yapılır ancak Bowden tüpü değildir.
Garantili bir sorun olmasa da esnek filamentle ilgili sorunların olasılığı Bowden kurulumunda daha yüksek olabilir. Bunun nedeni genellikle esnek filamentin düzgün bir şekilde geçmek yerine toplandığı bilinen tüp ile sıcak uç arasındaki daha geniş boşluktur. Bowden kurulumlarına sahip son yazıcı modelleri, boşluğu en aza indirerek bu sorunu çözmüştür. Ancak bazı üreticiler hala esnek filamentlerde normalden daha kötü çekim ve geri çekilme sorunları bildiriyor.
Köprüleme
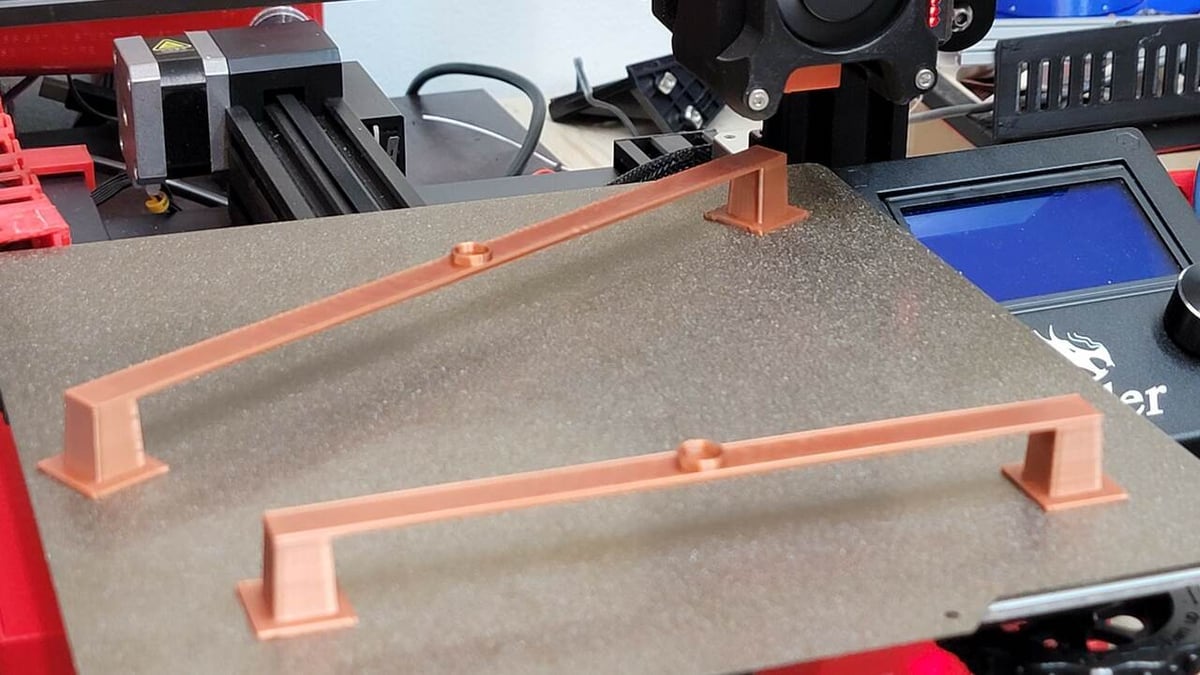
Köprüleme, herhangi bir malzemeyi desteklemeden izole edilmiş bir noktadan diğerine yatay olarak 3 boyutlu baskı anlamına gelir. Elbette bir 3D yazıcının köprü kurabileceği mesafenin sınırları vardır, ancak ayarlarda yapılan ayarlamalarla mesafe iyileştirilebilir.
Köprüleme için soğutma çok önemlidir, bu nedenle soğutma fanı hızı arttırılmalıdır. Bunun istisnası, yüksek fan hızı değerleri nedeniyle zayıflayan PETG gibi malzemeler veya ABS gibi bükülmeye duyarlı malzemelerdir. Ek olarak, plastiğin kalıptan çekildikten sonra hızlı bir şekilde soğuyabilmesi için baskı hızının düşürülmesi ve baskı sıcaklığının düşürülmesi gerekir.
Yazıcının kendisi de özellikle soğutma fanı kanalı olmak üzere köprüleme performansını etkileyebilir. Ender 3’teki gibi her zaman güvenilir olmayan bir kanal, parçayı hızlı bir şekilde soğutmaz ve köprülerin sarkmasına neden olur. Nemi emen filamentde zayıf köprüleme gösterecektir, bu nedenle filamentin kuru olmasını sağlamak köprülemede başarı için önemlidir.
Bir 3D yazıcının ne kadar uzunlukta köprü oluşturabileceğini anlamak için bir test modeli kullanılabilir. Genel bir kural, 5 mm veya daha az bir mesafenin doğru olacağı ve bundan daha uzun bir mesafenin bir dereceye kadar sarkacağıdır. Sonunda, gereksiz destekleri kullanmaktan kaçınarak yazdırma sürecini hızlandırabilmeniz için yazıcınızın ne kadar köprü kurabileceğini anlamak iyi bir fikirdir.
Bilgisayar Destekli Tasarım (CAD)
Bilgisayar destekli tasarım (CAD), 3D baskıdan önce parçaları tasarlamak için kullanılabilecek teknik bir modelleme sürecidir. CAD aynı zamanda mühendislik ve mimarlık gibi diğer endüstrilerde de kullanılmaktadır .
İki ana CAD yazılımı türü vardır: 2D ve 3D. İkinci kategoride 3D CAD’in üç sınıflandırması daha vardır: tel çerçeve modelleme, katı modelleme ve yüzey modelleme. Katı modelleme, gerçek dünyada işlevsel parçalar oluşturmak için ideal olduğundan, 3D baskıyla bağlantılı olarak en sık kullanılan 3D CAD türüdür.
Yüzey modellemede, heykeltraşlık popüler olarak animasyonlu karakterler gibi organik şekiller yaratmak için kullanılır . Bir heykeltraşlık aracı arıyorsanız, FreeCAD’de birkaç araç bulunur, ancak Blender da ücretsizdir ve heykeltraşlık kullanımlarına daha uygundur.
Her bütçeye ve deneyim düzeyine uygun çeşitli farklı CAD programları mevcuttur. Tinkercad gibi yeni başlayanlara yönelik ücretsiz yazılımlarla CAD öğrenmeye bugün başlayabilirsiniz .
Daha çok orta düzey bir tasarımcıysanız Fusion 360 harika bir seçenektir ve hem ücretsiz hem de ücretli paketler sunar. AutoCAD ve SolidWorks gibi daha profesyonel CAD programları maliyetli olabilir ancak genellikle daha fazla özellik ve araç içerir.
Kürleme
3D baskıda kürleme, UV ışığının sıvı reçineyi katı bir madde haline dönüştürme işlemidir. UV ışığı, ışığa duyarlı reçineye yönlendirildiğinde, reçineyi sertleştiren kimyasal bağların oluşmasına neden olur. Bu işlem esas olarak SLA, DLP ve LCD gibi reçine baskı sırasında gerçekleşir .
Normalde, baskıdan sonra modeli daha da güçlendirmek için alternatif bir UV ışık kaynağı kullanarak bir modelin sonradan kürlenmesi gerekir. Bir SLA, DLP veya LCD baskılı parçanın sonradan kürlenmesi, onu bir kürleme istasyonu veya güneş gibi UV ışığına maruz bırakmayı içerir.
Dilimleyici
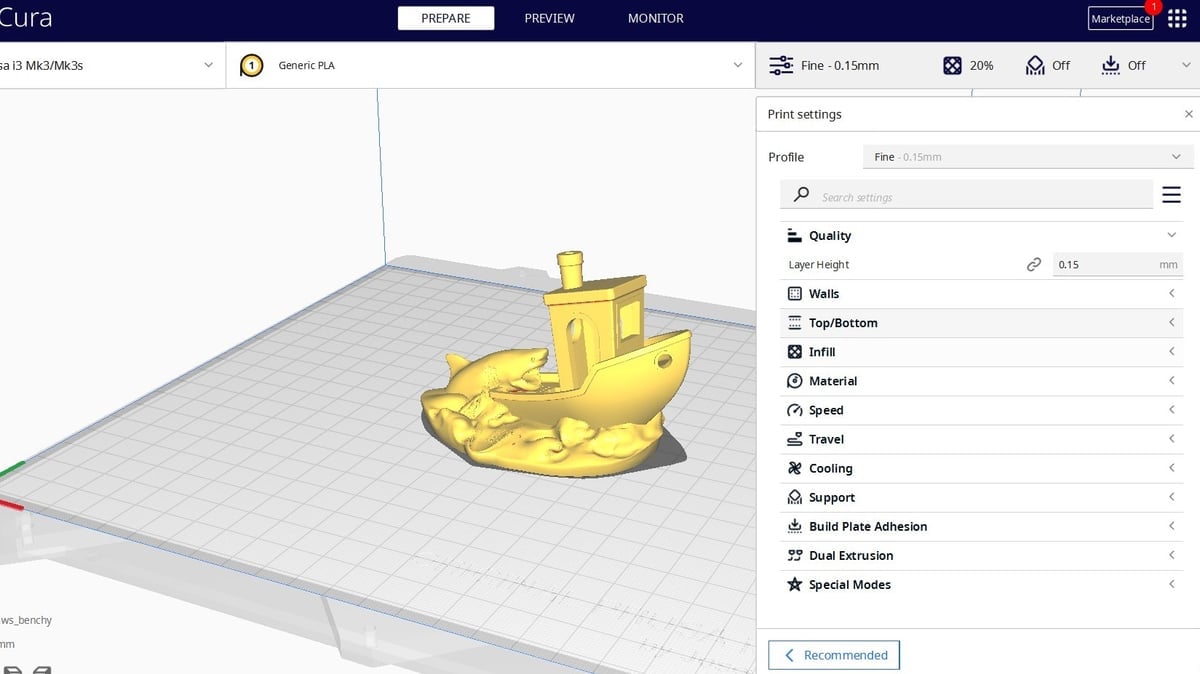
Dilimleyici , 3 boyutlu bir tasarımı, yazıcının bir modeli yazdırmak için kullandığı komutların bir listesine dönüştüren bir programdır. Dilimleyici olmadan 3D yazıcınız yazdıramaz; G kodu biçiminde talimatlara ihtiyacı var.
Kullanabileceğiniz birçok farklı dilimleme programı vardır ( Cura , PrusaSlicer ve Simplify3D , FDM için en popüler olanlardan bazılarıdır ve reçine bazlı baskı için ChiTuBox ve Lychee ) ve bunların her biri farklı ayarlanabilir ayarlara sahiptir.
Dilimleyici ayarları, parçanızın nasıl yazdırılmasını istediğinizi kontrol etmenize olanak tanır. Eğrilme ve şeritlenme gibi birçok yazdırma sorununu düzeltmek için dilimleyici ayarlarını kullanabilir ve değiştirebilirsiniz.
Dilimleyici ayarlarını çevirdikten sonra bunları profil olarak kaydedebilirsiniz. Çok fazla ayar olduğu için bu biraz zor olabilir, ancak profillerin kullanılması, her ayarı ayrı ayrı değiştirmek zorunda kalmadan filamentler veya uygulamalar arasında geçiş yapabileceğiniz ve denemelere olanak tanıyacağı için süreci basitleştirir.
STL ve OBJ Dosyaları
STL ve OBJ dosyaları, 3D yazdırılabilir modelleri depolamak için kullanılan iki yaygın 3D model dosyası türüdür . Web’de bir tasarım bulduğunda, çoğu dilimleyici bunları içe aktarabildiğinden, onu bu iki dosya türünden birinde indirmek genellikle en iyisidir.
Destekler

Destekler, bir parçanın nasıl yazdırılmasını istediğinizi seçerken dilimleyicinizde etkinleştirebileceğiniz başka bir seçenektir. Destekler, kullanılan malzeme miktarını artırır ancak aynı zamanda çıkıntılı parçaları yazdırmanıza da olanak tanır. Çıkıntılara ne zaman ihtiyaç duyacağınıza dair temel bir örnek, ‘T’ harfini ayakta yazdırıyor olmanızdır.
Bununla birlikte, çıkıntıları destek olmadan da yazdırabilirsiniz. Bunlar gerekli değildir ancak şekle, dolgu yoğunluğuna ve diğer hususlara bağlı olarak parçaların sorunsuz bir şekilde yazdırılmasını sağlamaya yardımcı olabilirler.
Maksimum çıkıntı açısı, dolgu vb. ayarlayarak dilimleyicinizde desteklerin nereye ve nasıl yazdırılmasını istediğinizi ayarlayabilirsiniz. Destekler sabit bir yapıya sahiptir ve elle veya pense gibi el aletleriyle sökülebilir.
X, Y ve Z Eksenleri
Teknik olarak X, Y ve Z eksenleri, 3D yazıcının yazdırdığı boyutlardır. Bununla birlikte, terimler genellikle belirli hareketlere veya karşılık gelen yönlerde hareket eden bileşenlere atıfta bulunmak için kullanılır. Ayrıca sıklıkla başka kelimelerle birlikte kullanılırlar; örneğin, X-kızağı, X ekseni boyunca hareket eden kızağı ifade eder.
Köprüler, yazıcı kafasını (veya yazıcı kafalarını) destekleyen XY hareketine olanak tanıyan çerçeve düzenekleridir. Bunlar, bunu başarmak için V-ekstrüzyonları ve yatakları, doğrusal rayları veya kayan çubukları kullanarak doğrusal harekete izin verir.
G Kodu
G kodu, bir 3D yazıcının (ve çoğu CNC makinesinin ) kontrol edildiği dildir . Bir G kodu komut dosyası, bir makineye bileşenleri hareket ettirme, filament çıkarma vb. eylemleri gerçekleştirme talimatını veren komutların bir listesi olarak tanımlanabilir. Çoğu üretici G koduyla doğrudan etkileşime girmese de, sıcaklığı her ayarladığınızda, püskürtme ucunu hareket ettirdiğinizde veya bir baskı başlattığınızda yazıcınıza G kodu komutları göndermiş olursunuz.
Bir G kodu komutu örneği için “G1” doğrusal hareketi etkinleştirir. Bu, bir konum ayarladığınızda ekstruderin doğrudan o noktaya hareket edeceği anlamına gelir. Diğer bir örnek ise nozulun konumunu ayarlayan “G92”dir (örn. G92 X10 Y10 Z10).
Dolgu
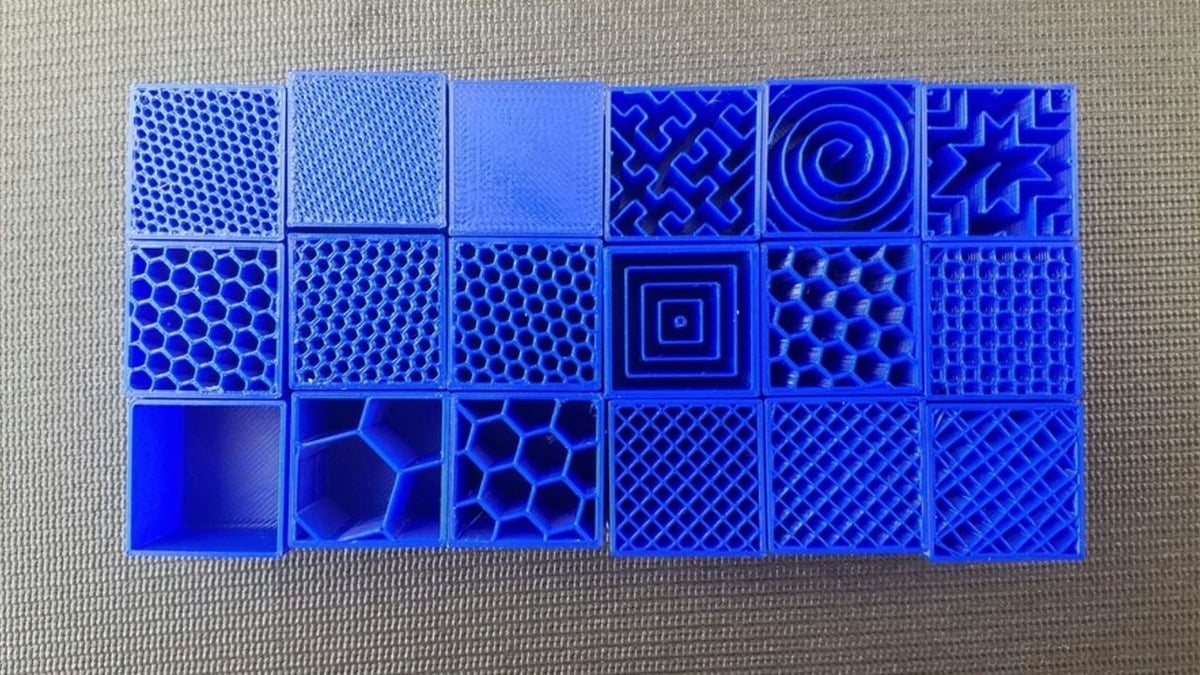
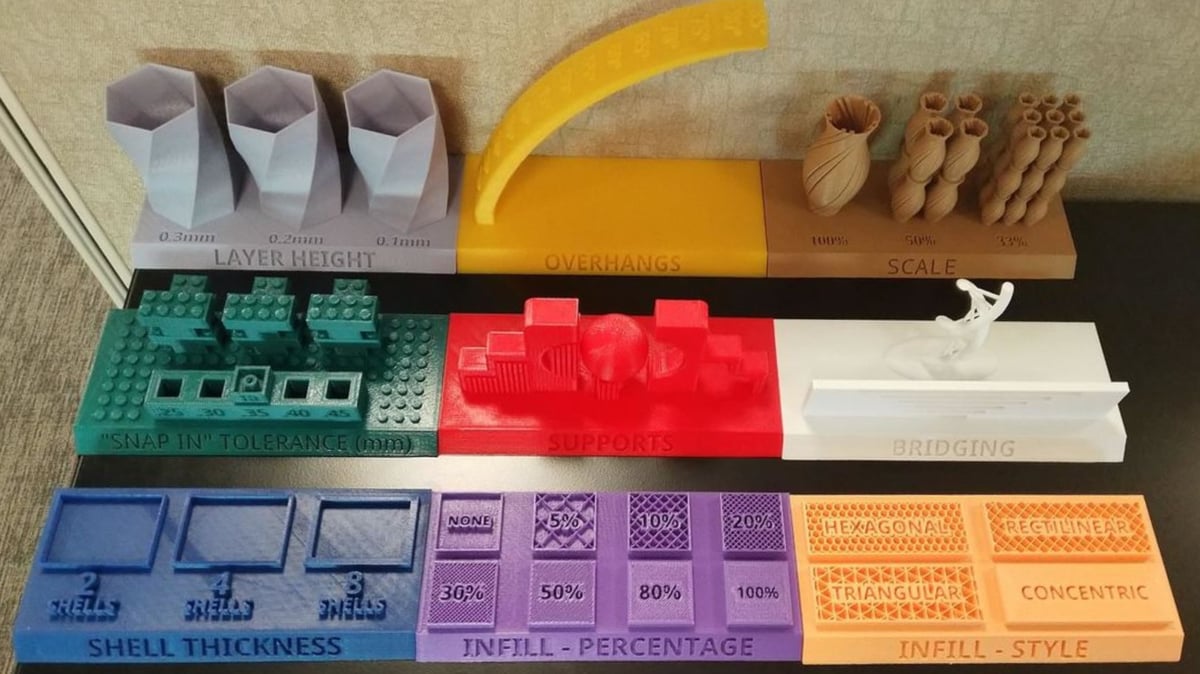
Basılı bir parçanın dışını oluşturan kabukların veya çevrelerin aksine dolgu , iç kısmı ifade eder. Dolgu iki ana dilimleyici ayarıyla kontrol edilebilir: desen ve yoğunluk.
Desen dolgunun şeklini ve yapısını ifade eder. Dilimleyicinize bağlı olarak çizgiler, zig-zag, petek, kübik ve döner gibi birkaç farklı dolgu deseni olabilir . Dolgu desenlerinin baskı süresi, dayanıklılık ve esneklik açısından farklı avantaj ve dezavantajları vardır.
Yoğunluk, bir parçanın iç kısmının ne kadar dolu olduğunun yüzdesidir ve %0 (içi boş) ile %100 (katı) arasında değişir. Baskıların çoğunda, baskı süresi, malzeme kullanımı ve dayanıklılık arasında bir denge sağlamak için %15 ile %40 arasında bir dolgu kullanabilirsiniz.
Eğer siz de bu heyecan verici yolculuğa katılmak ve kendi yaratıcı fikirlerinizi gerçeğe dönüştürmek isterseniz, 3D baskı konusundaki uzman ekibimizle iletişime geçmekten çekinmeyin. Size en iyi hizmeti sunmak ve hayallerinizi 3D dünyasında gerçeğe dönüştürmek için buradayız. Geleceği şekillendiren bu teknolojide sizinle birlikte olmayı dört gözle bekliyoruz!
Bize Yazın
info@3d3teknoloji.com adresine mail atın.
Müşteri Hizmetleri
0850 305 25 75 numaralı telefondan bize ulaşın.