Merhaba 3D3 Teknoloji takipçileri! Bugün Sinterit Lisa ile SLS 3D baskıda modellerin nasıl yönlendirileceği hakkında detaylı bilgilendirmeler yapacağız.

Başarılı SLS 3D baskının iki ana faktörü, kontrollü ısı dağıtımı ve modellerin doğru konumlandırılmasıdır; ilki, Sinterit mühendislerinin on yılı aşkın deneyiminden ve yazıcıları iyileştirmesinden kaynaklanmaktadır. İkincisi ise büyük ölçüde yazıcıyı günlük olarak kullanan kişinin bilgisine bağlıdır. 2014’ten bu yana ipuçları paylaşıyor ve en iyi sonuçları elde etmek için modellerinizi nasıl konumlandıracağınızı gösteriyoruz. Bu makale bu bilgiyi özetlemektedir ancak aynı zamanda bir adım daha ileri gitmektedir. Bugün size, ulaşmak istediğiniz hedefe bağlı olarak daha ayrıntılı kurallar göstereceğiz.
SLS 3D baskı, en hassas, keskin ve yüksek kaliteli katmanlı üretim teknolojilerinden biridir. Bununla birlikte süreç, genel olarak 3D baskının tipik bir özelliği olan yerçekimine ve ısıya büyük ölçüde bağımlıdır. Şans eseri, seçici lazer sinterleme yerçekimi problemleriyle diğer en popüler hızlı prototipleme teknolojilerinden daha iyi başa çıkıyor.
Sinterlenmemiş toz yeterli destek sağladığından destekleyici yapıları yazdırmanıza gerek yoktur. Ancak yine de, modeliniz katman katman yazdırılıyor ve SLS’nin neredeyse izotropik özellikleriyle bile çıktılar bir yönde daha güçlü, diğer yönde daha zayıf olacaktır. Hassas öğeler bir eksende daha keskin olurken diğerinde yumuşatılacaktır. Geniş alana sahip nesnelerin, bükülmeye yol açabilecek önemli miktarda enerji birikimini önlemek için akıllıca konumlandırılması gerekir.
Mükemmel bir model yönelimi var mı?
Bu sıklıkla sorulan bir sorudur ancak dürüst cevap şudur: Hayır, mükemmel bir model yönelimi yoktur. İlgilendiğimiz bir alanda mümkün olan en iyi sonucu elde etmek için diğerini feda etmemiz gerekir. Bu, tüm 3D baskı tekniklerinin ortak özelliğidir. Kutsal Kase’yi aramak yerine, modeliniz ve uygulamanız için mümkün olan en iyi seçeneği garanti edecek süreci izlemenizi öneririz.
İlk adım – temel özellikleri bulun
Her model için, kenarın keskinliği, bazı parçaların düzgünlüğü veya mükemmel şekilde basılması gereken diğer ayrıntılar gibi en önemli özelliği belirtin. Birden fazla gösterge varsa bunları önem sırasına göre sıralayın. Aşağıda sunulan ayrıntılı konumlandırma kuralları genellikle özeldir; önceliklendirmenin bu kadar önemli olmasının nedeni budur.
İkinci adım – en önemli özellikleri seçin
Bu adım önemlidir çünkü sonuç olarak modeli konumlandırmak için belirli bir yöntem seçeceksiniz. Aşağıda belirtilen kurallara göre modelinizi döndürmeniz gereken aşamadır. Bir sonraki yazdırma işinde yazdırmak istediğiniz modellerin her biri döndürüldüğünde bir sonraki adıma geçebilirsiniz.
Üçüncü adım – modelleri baskı yatağına yerleştirmek
Bu adımda amacınız baskı alanını modellerinizle doldurmaktır. Enerjiyi en üstte biriktirmek, elemanları olabildiğince eşit bir şekilde yerleştirmek gibi kuralları hatırlamanız gerekiyor.
Modellerin eşit şekilde dağıtılması ilkesi, özellikle modeller oldukça homojen olduğunda ve bunları tekdüze bir şekilde paketlemeniz kolay olduğunda önemlidir. Modeller çok farklı ise en küçükleri çalışma alanının en altında, en büyükleri ise en üstte olmalıdır. Altta büyük hacimli bir modelin olmasını istemezsiniz çünkü baskı sırasında enerjisini yayacak ve diğerlerini etkileyecektir.
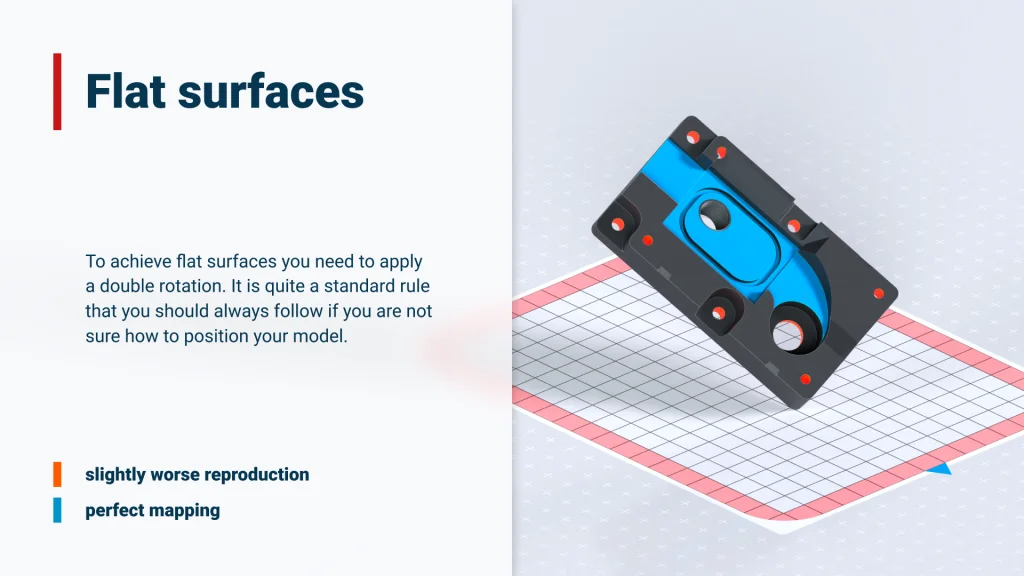
1- Düz yüzeyler
Düz yüzeyler elde etmek için çift dönüş uygulamanız gerekir. Modelinizi nasıl konumlandıracağınızdan emin değilseniz her zaman uymanız gereken oldukça standart bir kuraldır. Modeli bir eksende 45 derece, ardından diğer eksende 45 derece döndürerek SLS teknolojisi için en uygun düzenlemeyi elde edersiniz.
Büyük, düz nesneler yazdırırken ve bunların bükülmesini önlemek istediğinizde bu özellikle önemlidir. Ayrıca diğerleriyle uyumlu olması gereken parçaları yazdırmak için de en uygun yönlendirmedir. Aşağıdaki çizimde görebileceğiniz gibi mavi ile işaretlenen alanlar en mükemmel şekilde yeniden üretilecektir.
Kırmızı renk, daha az hassas olabilecek alanı belirtir ancak bu örnekte bu bir sorun değildir çünkü bunlar, örneğin delme yoluyla son işlemlerde hizalanabilen montaj delikleridir. Lütfen bu iki rengi ve anlamlarını hatırlayın (mavi – mükemmel eşleme, kırmızı – biraz daha kötü üreme).
2- Deliklerin yuvarlaklığı/merkezliliği
Bir an için durumu tersine çevirelim. Bazen deliklerin mükemmel bir şekilde basılması gerekir. Belirli bir delik belirli bir vida veya somun için tasarlandıysa bu özellikle önemlidir. Bu örneği aşağıdaki görsellerde görebilirsiniz.
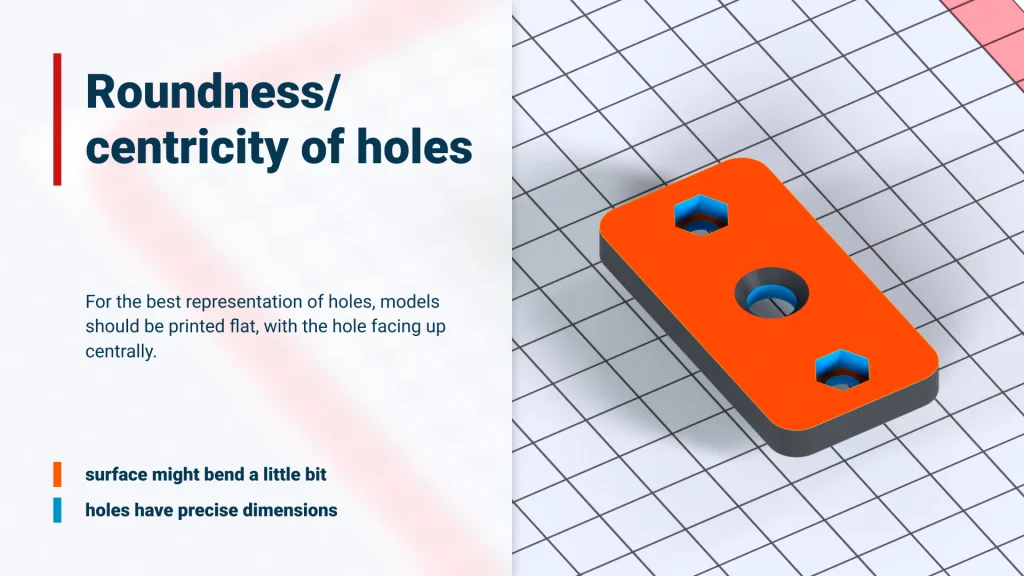
İlk senaryoda düz yüzey biraz eğilecek ama sorun olmayacak çünkü bu model başka bir modelle birlikte vidalanarak düzleşmesini sağlayacak.
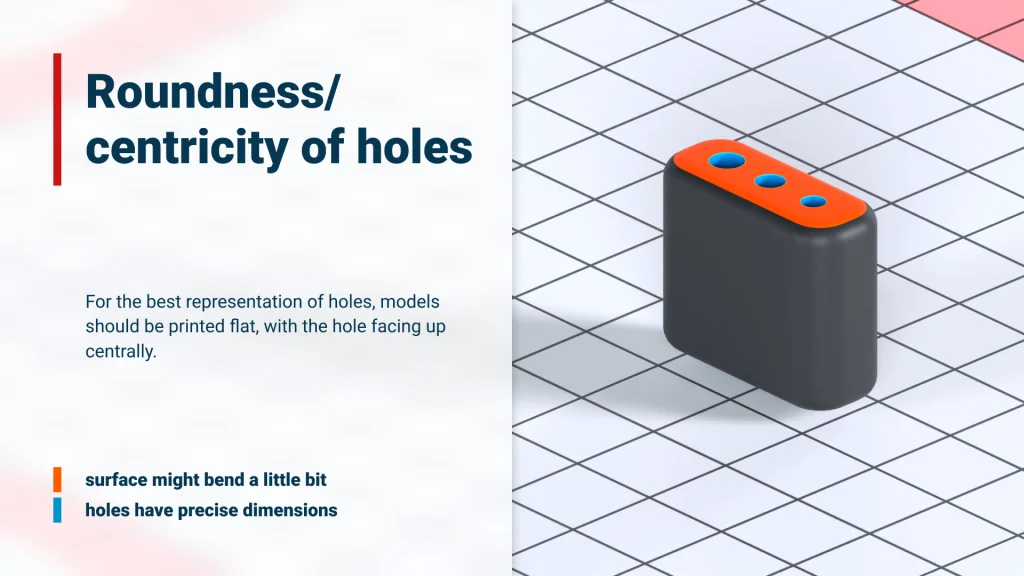
İkinci senaryo daha da iyi sonuç verecektir çünkü modelin kendisi oldukça yüksektir, dolayısıyla çok fazla bükülmez ve delikler mükemmel bir şekilde haritalanır.
Muhtemelen tahmin ettiğiniz gibi, deliklerin en iyi temsili için modeller, delik ortada yukarı bakacak şekilde düz olarak basılmalıdır. Modelin yüzeyi bükülebilir ancak bu her zaman bir sorun değildir.
3- Belirli bir yüzeyin boyutları
Artık SLS 3D baskı teknolojisinde en iyi eşlemenin her zaman XY ekseninde olduğunu biliyorsunuz veya en azından tahmin ediyorsunuz. Mükemmel boyutu her hedeflediğinizde, modelinizi boyutu tutması gereken tarafı yukarı bakacak şekilde düz bir şekilde konumlandırın. Başka bir deyişle Z ekseni boyunca dairesel bir eleman.
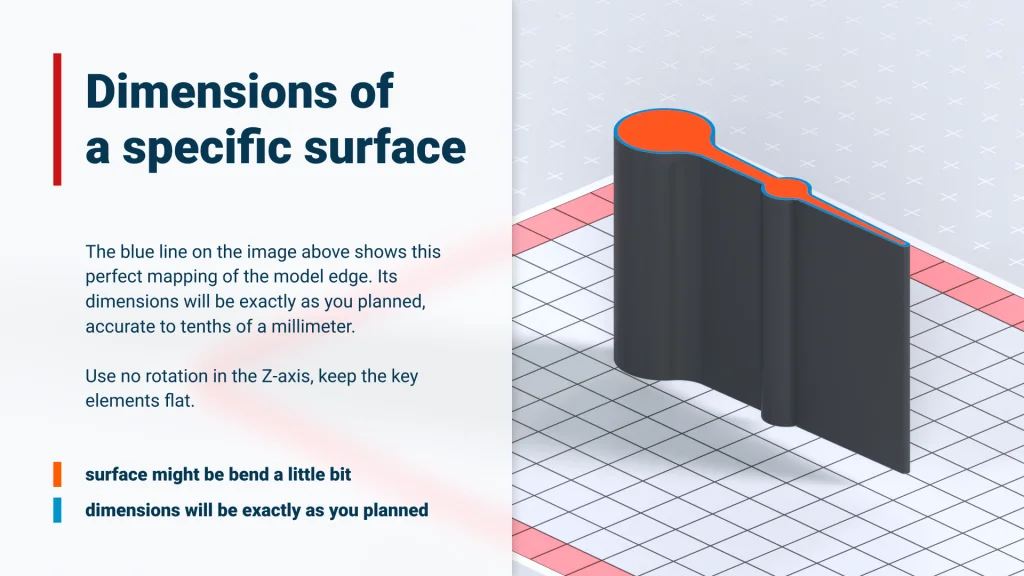
Yukarıdaki resimdeki mavi çizgi, model kenarının bu mükemmel eşlemesini göstermektedir. Boyutları tam olarak planladığınız gibi olacak, milimetrenin onda birine kadar doğru olacak. Kırmızı bölge biraz yukarı doğru bükülebilir ancak bu durumda nesnenin çalışmasını etkilemeyecektir.
XY ekseninde döndürme kullanmayın, temel öğeleri düz tutun.
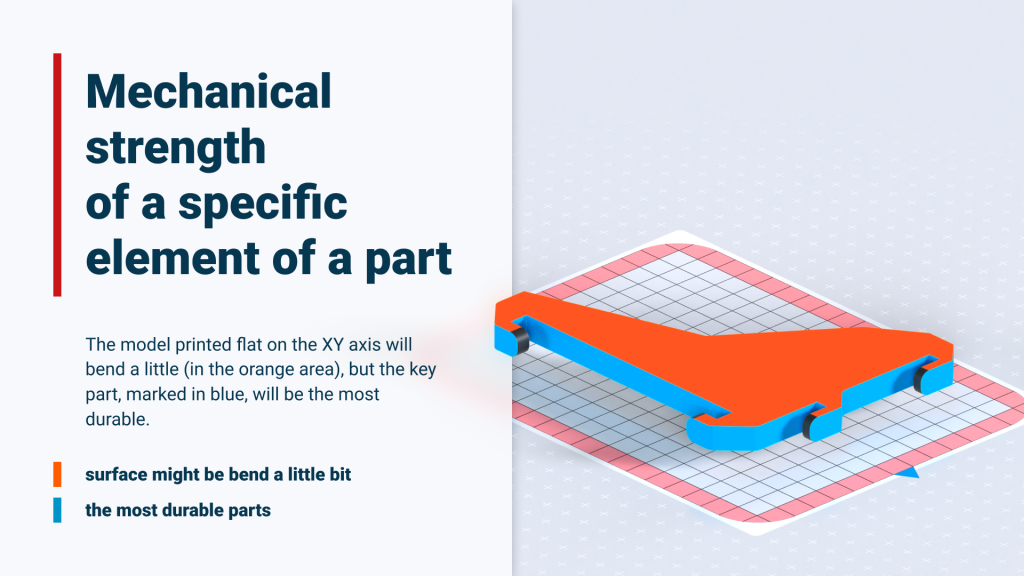
4- Bir parçanın belirli bir elemanının mekanik mukavemeti
Özellikle bazı kısımlarının güçlü olması gereken bir model hayal edelim. Bu, özellikle en büyük kuvvete maruz kaldıkları eksenlerde güçlü olması gereken tüm kulp ve kanca türleri için önemlidir.
Aşağıdaki resimde görebileceğiniz eleman böyle bir durumun mükemmel bir temsilidir.
Burada ağır yüklere dayanacak kadar güçlü olması gereken kancalı bir yapıyla karşı karşıyayız. XY eksenine düz olarak basılan model biraz bükülecektir (kırmızı alanda), ancak mavi ile işaretlenen anahtar kısım en dayanıklı olacaktır.
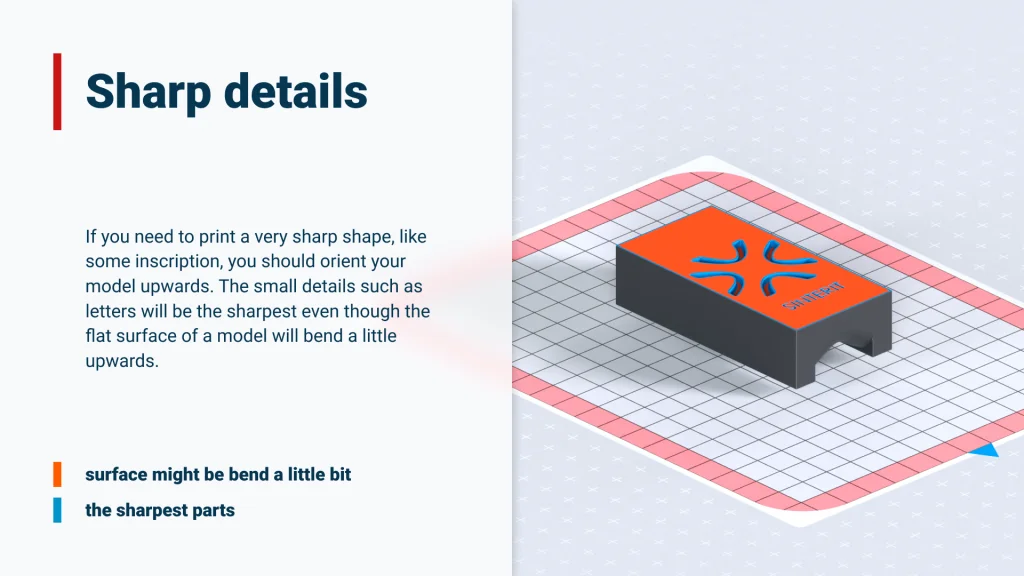
5- Keskin detay
Yazı gibi çok keskin bir şekil yazdırmanız gerekiyorsa modelinizi yukarı doğru yönlendirmelisiniz. Bir modelin düz yüzeyi biraz yukarı doğru bükülse bile harf gibi küçük detaylar en keskin olanı olacaktır.
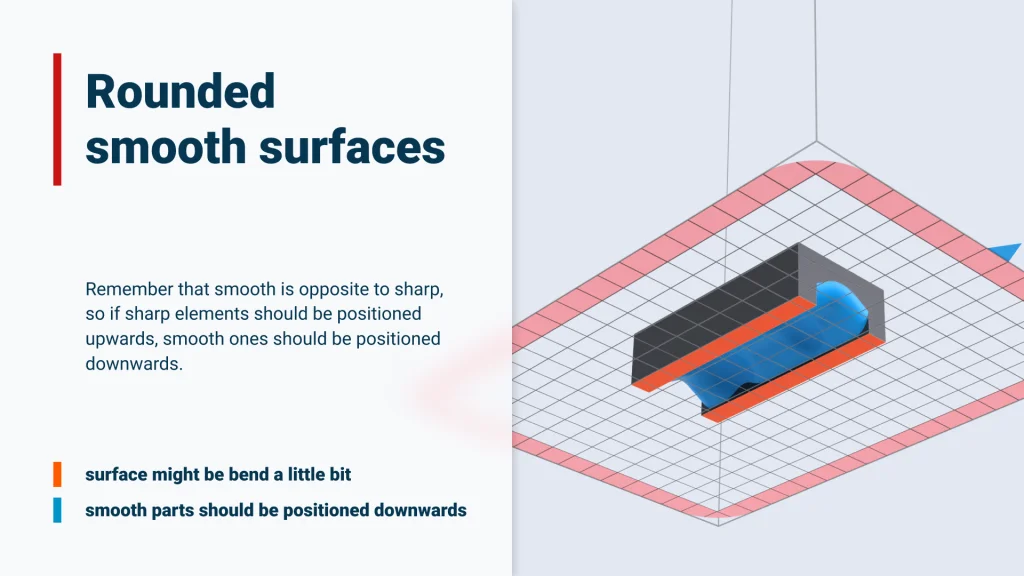
6- Yuvarlak/pürüzsüz yüzeyler
Öte yandan yuvarlak, pürüzsüz yüzeyler elde etmeniz gereken bir durumla karşı karşıyayız. Aşağıda görebileceğiniz model biraz daha karmaşıktır. Tasarımcının hedefi maviyle vurgulanan parçanın en düzgün şeklini elde etmekti. Katmanların güzel bir şekilde dökülmesini ve görünür katman bağlantıları olmadan pürüzsüz olmasını sağlamak için modelin aşağı doğru konumlandırılması gerekir.
Pürüzsüzün keskinin zıttı olduğunu unutmayın; bu nedenle keskin öğelerin yukarı doğru konumlandırılması gerekiyorsa pürüzsüz olanların aşağı doğru konumlandırılması gerekir.
7- Karşı yüzeyler
Yüzeylerin eşleştirilmesi konusu ilk kuralda biraz anlatılmıştı. Hadi derinlemesine inceleyelim.
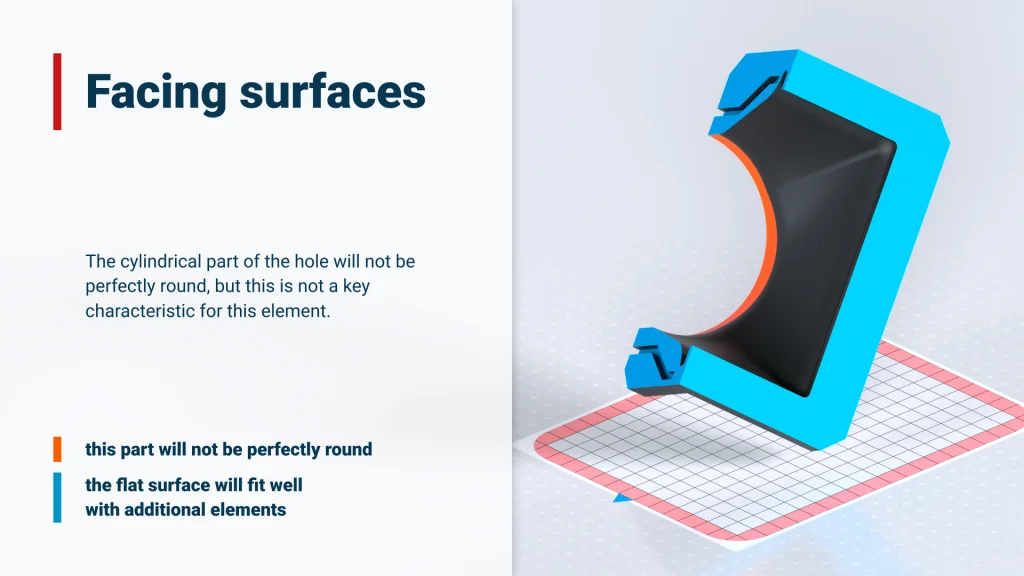
Bu modelde başka bir modelle eşleşmesi gereken yüzeyi mavi renkle vurguladık. Gördüğünüz gibi 45/45 derece kuralına göre bükülüyor ama bir şey daha önemli. Karşı yüzey yukarıya bakmalıdır (XY ekseninde değil, önce yukarı sonra aşağı). Daha önce anlatılan diğer kurallardan da bildiğiniz gibi yukarı bakan kısımlar aşağıya bakan kısımlara göre daha keskindir.
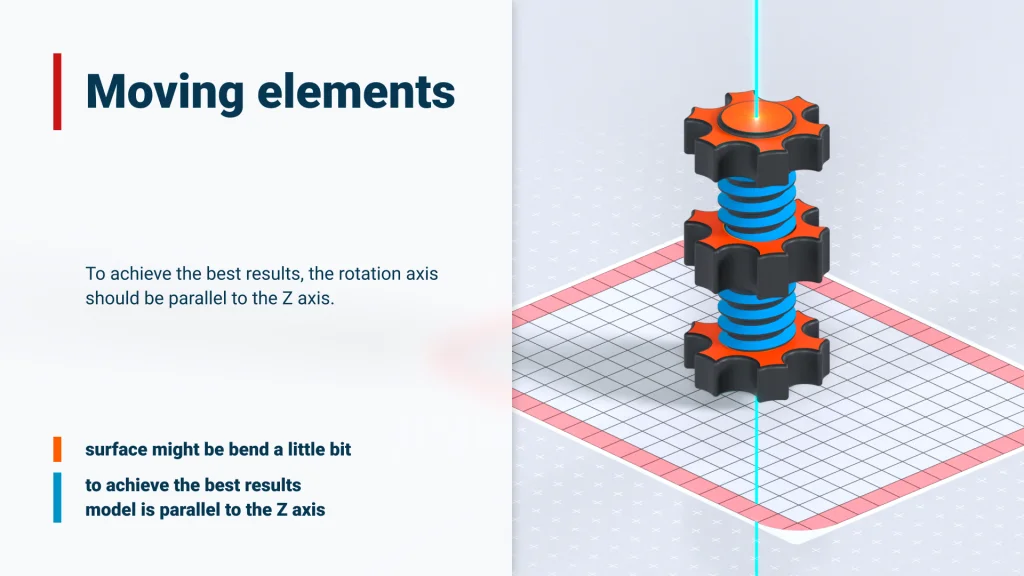
8- Hareketli elemanlar
SLS 3D baskı teknolojisi, hareketli parçaların basılmasında mükemmel sonuç verir. En iyi sonuçları elde etmek için dönme ekseninin Z eksenine paralel olması gerekir. Düz yüzeyler hafifçe bükülebilir ancak somun gibi daha kalın elemanlar olması durumunda bu, baskının işlevselliğini etkilemeyecektir.
9- Hasara duyarlı küçük elemanlar
Küçük, kırılgan öğelerin basılması biraz taviz gerektirir. Deneyimlerimiz bunların aşağıya doğru konumlandırılması gerektiğini göstermektedir. Baskı sonrasında bu parçalar modelin üst kısmına göre biraz daha dökülecek ancak aynı zamanda daha dayanıklı olacaktır. Bu konum, ilk işlem sonrası aşamada kırılgan parçaların hasar görmesini azaltacak ve bunları 3D baskılı “pastadan” çıkaracaktır.

SLS 3D baskıda model konumlandırmaya ilişkin ek kurallar
Yukarıda bahsedilen dokuz prensip, spesifik tasarım ihtiyaçlarına yanıt olarak oluşturulmuştur. Ancak SLS 3D baskı oturumunuzu planlarken bilmeniz gereken bazı genel kurallar vardır.
Enerji Dağıtımı
SLS 3D baskı, uygun enerji dağıtımının hayati önem taşıdığı kapalı ve kontrollü bir ortamda gerçekleşir. Sinterlenmemiş toz, malzemenin erime noktasının hemen altındaki bir sıcaklığa ısıtılır. Bu amaçla yatağın etrafına yerleştirilen ısıtıcılar bulunmaktadır. Lazerin rolü, tozu istenilen şekle getirmek için gereken ek enerji miktarını eklemektir.
Muhtemelen bildiğiniz gibi, Sinterit yazıcılar farklı erime noktalarına sahip farklı malzemelerden baskı yapma kapasitesine sahiptir, bu nedenle Sinterit Studio yazılımında çıktı hazırlarken doğru tozu seçmek önemlidir. Yazıcı buna göre hareket edecektir.
Daha iyi sonuçlar elde etmek için şunları aklınızda bulundurun:
- İlk öğeyi XY katmanının ortasına ve altına yerleştirin.
- Tek seferde çok sayıda öğe yazdırıyorsanız, bunları Z ekseninin ortasında, tercihen ters piramit biçiminde tutmaya çalışın; böylece öğeler yatağın alt kısmına ve üst kısmında daha fazla öğeye yer vermez. . Bu basit bir fiziktir, ısı yukarıya doğru çıkacak ve enerjiyi yatağın üst kısmında biriktirecektir.
- Enerji birikimi ve yukarıya doğru ısı kaybı konusunu dikkate alarak enerjiyi modele hapsetmemeyi unutmamalısınız. Tanka benzeyen bir nesnenin baskısını yapıyorsanız, bunu açıklığı yukarı bakacak şekilde düzenlemeye çalışın. Fazla enerji serbestçe kaçabilecektir. Bu kuralı yalnızca parçanızın bazı ayrıntıları olası bükülmeden daha önemliyse atlayın.
- Baskı yatağına küçük bir açıyla yerleştirilen büyük yarıçaplı düz yüzeyin veya eğriliğin görünür katmanlara sahip olacağını unutmayın.
- Hangi kurala uymanız gerektiğini bilmiyorsanız 45/45 derecelik dönüş altın kuralını koruyun. Birbiriyle çelişen iki özellik ile uğraşıyorsanız ve hangisinin daha önemli olduğunu seçemiyorsanız özellikle tavsiye edilir. “45/45 derece kuralı” bir uzlaşmadır.
- Düz yüzeylere dik ve kırmızı bölgeye yakın baskı yapmamaya çalışın.
Model değişiklikleri
Bu makalede fiziğe defalarca değindik. 3D baskıda ilkeleri çok önemlidir ve hatırlanmalıdır. Örneğin bir radyatörün ısının dağılmasını sağlayan kanatlı bir yapıdan oluştuğunun sizin için açık olduğunu düşünüyorum.
Bunu 3D baskı alanına taşıyalım. Herhangi bir nedenle XY eksenine paralel olarak yazdırılması gereken büyük, düz bir parça yazdırmanız gerekiyorsa, aşağıdaki resimde gösterdiğimiz gibi modelin altına nervürler eklemeyi düşünün.
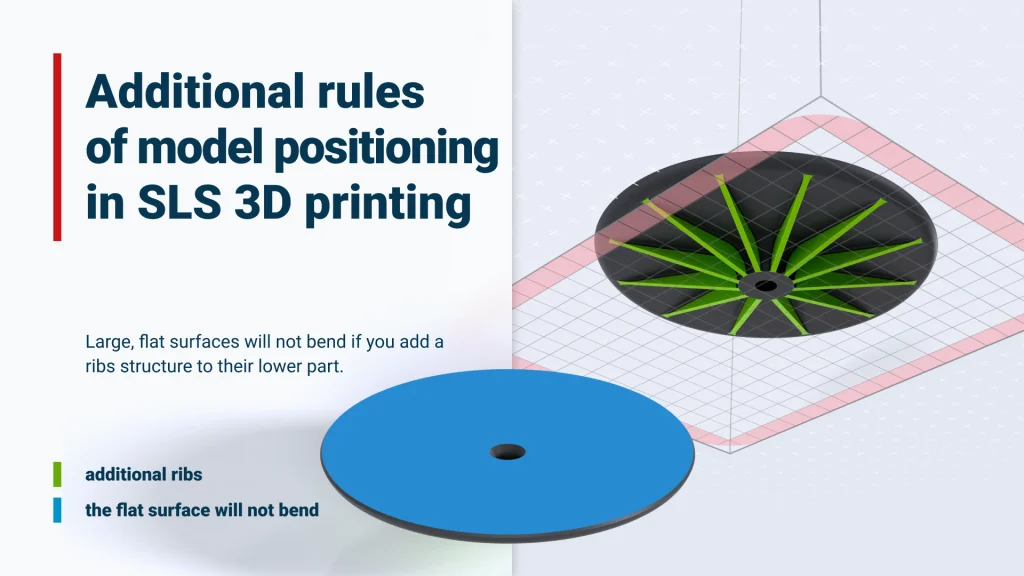
Isı eşit olarak dağılacak ve düz basılsa bile parça bükülmeyecektir.
Modellerin bükülmesini önlemenin bir başka yolu da içlerini boş yapmaktır. SLS 3D baskı teknolojisinin bir diğer faydasıdır. İçi boş modeller hala oldukça güçlü ancak çok daha hafif. Baskıdan sonra kolayca çıkarılabilen, içindeki sinterlenmemiş tozla mükemmel bir şekilde baskı yapacaktır.
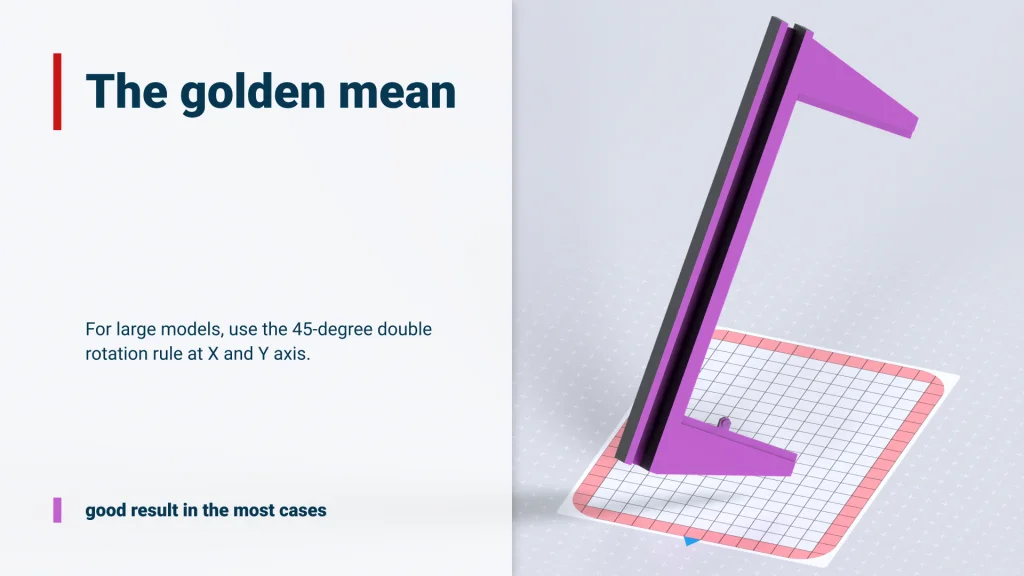
Bazen, özellikle baskı yatağına sığacak büyük bir öğeniz varsa ve boyutu mümkün olan en iyi şekilde düzenlenemeyecek kadar büyükse, onu iki kez 45 derece döndürmeniz gerekir. Yüzeylerin düzlüğünü veya ince parçaların sağlamlığını bir miktar etkileyebilir ancak değişiklikler modeli amacına ulaşmayacak kadar etkilemeyecektir. Buna altın ortalama diyelim.
Özet
SLS 3D baskı teknolojisi, diğer katmanlı üretim tekniklerinden farklı olarak size çok fazla özgürlük ve çok az sınırlama sağlar. Bu yazıda belirtilen kurallara uymanız halinde hedeflerinize ulaşmanız daha kolay olacaktır. Daha az hata, daha iyi çıktılar ve daha işlevsel parçalar parmaklarınızın ucunda. Modeli mümkün olan en iyi sonuçları elde edecek şekilde konumlandırmanıza yardımcı olmalarını her zaman uzmanlarımızdan isteyebileceğinizi unutmayın.
Bize Yazın
info@3d3teknoloji.com adresine mail atın.
Müşteri Hizmetleri
0850 305 25 75 numaralı telefondan bize ulaşın.